

产品展示
热销产品
-
 C型数控液压机 浙江上海单柱数控液压机[2020/6/30]
C型数控液压机 浙江上海单柱数控液压机[2020/6/30] -
 压铸件整形油压机 铝制品压铸件整形机[2022/1/5]
压铸件整形油压机 铝制品压铸件整形机[2022/1/5] -
 电子伺服压力机 电子压力机[2020/4/16]
电子伺服压力机 电子压力机[2020/4/16] -
 油压切边机技术参数-油压切边机型号介绍[2020/9/27]
油压切边机技术参数-油压切边机型号介绍[2020/9/27] -
 减震器伺服压力机--衬套伺服压力机--数控伺服压力机[2020/10/22]
减震器伺服压力机--衬套伺服压力机--数控伺服压力机[2020/10/22]
联系我们contact us
0574-62265728 全国服务热线:
宁波鑫弘力智能装备有限公司
杨经理:13566090246
邓经理:18058280344
电话:0574-62265728
0574-62265729
传真:86-0574-62265730
地址:浙江余姚市低塘街道联通南路4号





当前位置:首页 > 新闻资讯
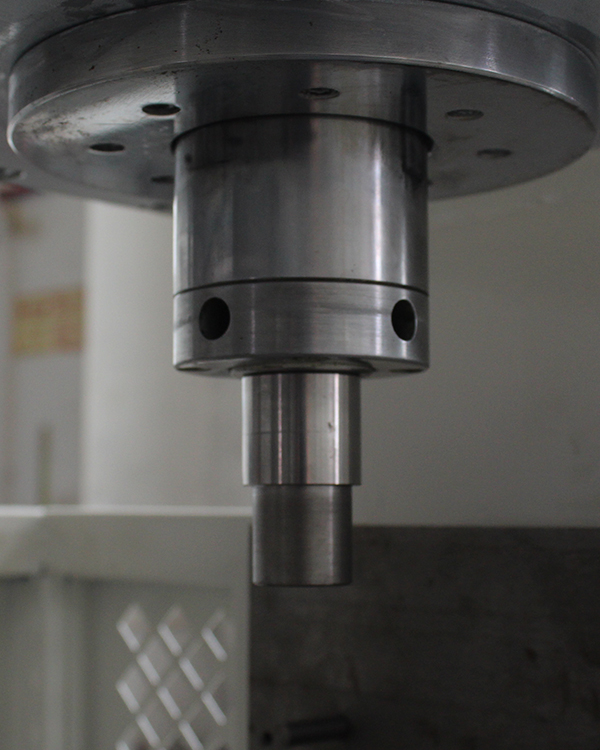
| 数控压装机上门保养保修服务-伺服压装机上门定制 |
| 发布日期:2020/3/22 11:37:00 点击数:1224 次 新闻来源: |
数控压装机的电气控制功能 1.力和位移控制模式:用位移传感器对油缸的上限位置,工进位置,监测点位置进行设定,用测力传感器对油缸的返程力、及其它监测力值进行设定,当位移传感器,或测力传感器损坏时,设备将发出报警。自动转入到普通控制模式,上下限及减速位置等由外置的光电感应开关控制。
2.设备至少预留有8个开关量输入点,四个开关量输出点,并可根据具体的产品要求进行选择该点是否参与实际的控制过程。 3.设备能自动关机,即在一定时间内如果没有做任何操作的话,设备能自动关机,电机停止工作,且时间可以在0至30分钟内可任意设置,设置需要管理员密码。 4.设备软件系统提供两个密码,一个是参数设置密码,权限是参数设置,产品控制和监控程序存储和调出使用;一个是配方参数调用密码,用于操作员调用产品参数生产使用。
5.点动的时候,触摸屏要在主画面和参数设置面的明显之处,显示位移传。 |